
压制加工汽车纵梁一般都会选择比较大的压力机设备,而且厂家采购一般都是整块钢板加工,先由剪板机进行裁剪后,在将裁剪好的钢板及模具放在压机上进行模压成型。根据威力重工多年设计制造制造经验,压制汽车纵梁可选用3600吨5000吨压力机来完成加工。
汽车纵梁材质:常用低合金钢板冲压成型
汽车纵梁加工工序:一般加工工序分两类,即先加工孔后成型或先成型后加工孔
使用3600吨5000吨汽车纵梁压力机可一次冲压成型,纵梁压制一般采用厚度较大的钢板,为了避免冲压时侧壁和底部的回弹,确保纵梁侧壁和底面的垂直公差,平面度要求,需要对模具的设计有一定的要求:
①采取增加纵梁圆角区的塑性变形程度,使圆角区内外表面变形程度接近,从而减少两者间的应变差异,进而减轻零件的回弹。
②在纵梁成形过程中底部加背压,控制零件弯曲过程中底部区域的向下弯曲,减轻零件脱模后的回弹。
③尽量减小凸模和凹模间的间隙,控制零件成形过程中侧壁与底面的垂直度。横梁控制回弹的方法与纵梁相同。国外已经开发出热轧板不经酸洗直接进行落料冲孔和弯曲成形工艺,将酸洗工序留在喷漆之前的前处理工序中,降低了纵梁和横梁的制造成本。

3600吨汽车纵梁压力机
落料模具和压弯模具模座底板分别是一套通用底板,只要更换不同的凸模和凹模,就可以生产不同车型的纵梁。
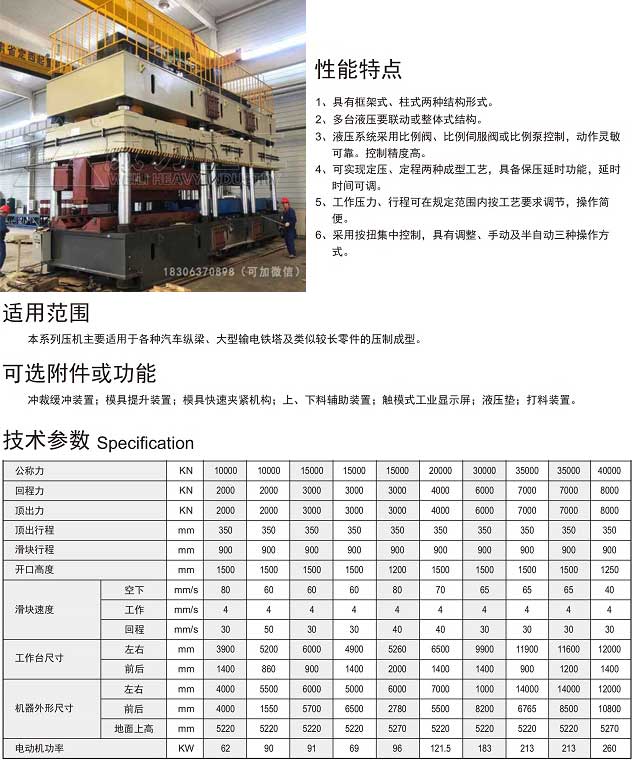
汽车纵梁是汽车上最长的冲压零件。卡车纵梁几乎等于汽车的纵向长度,纵梁材料属于高强度厚钢板,因此落料冲孔和压弯成形力都非常大,常用的有2000吨、3 000吨、4 000吨多缸联动液压机或者是框架式液压机。液压机配有侧开活动工作台、模具快速更换夹紧机构、液压保护装置和下气垫等。每分钟可以生产10件(单工序)。纵梁的落料冲孔和压弯成形一般采用压力机。压力机生产效率高,但设备投资非常大。也有用液压机进行落料冲孔和压弯成形的,这种液压机滑块行程速度是可变的,滑块与床头箱由四个缓冲缸相连,使设备到下死点时,缓冲缸起作用,减少了振动和噪声,并对主缸起到保护作用。横梁的落料冲孔多在压力机上进行。这里山东威力重工就简单介绍下有关3600吨5000吨汽车纵梁压力机设备的性能参数特点:
汽车纵梁液压机具有柱式和框架式两种结构形式。可实现多机联动,同步精度高;也可实现单机工作,工艺选择灵活。液压系统采用插装阀、同步阀或比例伺服阀集成系统,动作灵敏可靠。本系列四柱液压机电气系统采用PLC控制,按钮集中操作,可实现调整、双手单次循环二种工作方式。可实现定压、定程二种成形工艺,具有保压延时及自动回程等性能。工作压力、行程根据工艺需要在规定范围内可调。
⑴、纵梁成形过程中偏载较大,采用了滑块智能平衡系统,保证压制过程中的平行度。
⑵、该设备由多个液压垫组成,采用了液压垫自动同步技术,保证在纵梁成形和顶料的过程中各个液压垫的动作同步。
⑶、采用智能变频控制技术,实现上下料速度的无极控制,并通过以太网连接技术及PLC控制技术,上下料的位置速度及生产节拍的合理匹配,提高了生产效率。
⑷、液压机采用全新的八柱十二拉杆结构,压机强度较好,工作时变形小、抗偏载能力强、成本较低。采用多缸均匀布置,可根据产品情况智能选择哪些油缸加压,同时自动控制油泵的启闭。针对变截面纵梁成形要求,压机主油缸均可单独控制是否加压,保证汽车纵梁的成形质量,实现了节能降耗。
 三机联动汽车纵梁压力机
三机联动汽车纵梁压力机
3600吨5000吨汽车纵梁压力机组成结构:
主机采用八柱十二拉杆结构
设备的上横梁、下横梁、立柱、滑块、移动台、液压垫均采用优质钢板焊接的箱形结构,焊接完成后采用退火彻底消除焊接应力。然后由机械加工完成制造。所有焊缝均经超声波探伤,保证良好的焊接质量。上横梁、下横梁、立柱通过12根拉杆及螺母组成封闭的框架结构,如图2所示。
主机液压系统
压机由六个主油缸实现全吨位,每个油缸均可单独控制,滑块下面设置四个调平缸同时兼作回程缸使用。采用位置反馈伺服系统实现滑块的主动纠偏调平。
采用了滑块智能平衡系统
在滑块四角设置四个调平油缸,采用高精度位置检测装置对压机压制过程中滑块四角的位置进行检测。发现滑块四角位置不同步时,通过PLC分析比较后对四角的伺服控制系统发出相应的指令。由伺服控制系统控制调平油缸对滑块进行实时的纠偏调平。提高滑块压制过程中的平行度。
采用了液压垫自动同步技术
在汽车纵梁成形过程中,液压垫的主要作用是在拉伸时起反向压边及成品顶出两个作用。本设备中包含下置式液压垫七个,七个液压垫分别独立控制,用了比例伺服系统结合位置同步反馈系统实现了液压垫的同步运行。标定某一个液压垫为基准液压垫,其余液压垫位置与标定液压垫的位置进行比较来调整,实现较高的液压垫同步精度。
半自动上下料系统
压机右前侧设置有存料平台、上料辊道,压机的右后侧设置有下料辊道、成品收集系统。采用无极变频技术实现对上下料速度的智能控制,
电气控制系统
采用比例伺服阀和压力传感器对压机的压制力精确控制;采用无极变频技术对上下料速度进行控制,同时结合行程开关实现对液压系统的液位、油温、冷却系统、上下料装置的总控制,实现了整个生产单元的智能联动控制。
3600吨5000吨汽车纵梁压力机维护保养:
一、使用前保养
(1)检查油池、油位、油标是否符合规定标准,若不符合应及时补油。
(2)检查按钮是否灵活,有无卡阻。
(3)检查电机接地线是否松动、脱落或损坏。若有松动应紧固,脱落或损坏应通知维修人员处理。
(4)检查安全防护装置是否完整可靠。
(5)检查各手柄是否灵活。
(6)紧固松动的各部位螺母。
二、使用中保养:
(1)启动龙门液压机的液压泵,检查液压泵作用是否良好,各密封部位和管路有无堵塞和泄漏。
(2)检查限位开关作用是否良好,碰块定位是否正常。
(3)要随时注意各运转部件温升和音响是否正常。
三、使用后保养:
(1)检查、清扫各活动部位。
(2)各操控手柄(开关)置于空档(零位)。
(3)检查、清扫、整理工作面及工作区域。
四、操纵系统:
(1)擦洗各连接处并及时加油润滑,实现操纵灵活。
(2)检查拧紧上下缸盖、电机座和锤身地脚螺丝,保证紧固牢靠。
五、润滑系统:
(1)清洗油泵和过滤网。
(2)擦洗、检查、疏通油路,实现润滑良好,并消除漏油。
六、电器
(1)清扫擦拭电机、电器箱外部灰尘。
(2)清扫、检查、整理电气线路,实现布局合理、衔接牢固、安全可靠。
七、将保养中已解决与未解决的主要问题记录入档,作为下次保养或安排检修计划的资料依据。
山东威力重工主要从事大型汽车底梁的冲裁、压制、成型工艺,也可从事其他塑性材料的冲裁、压制、弯曲、成型等工艺。针对压制工件较长,导致的压机纵向偏载力大的特点,配备有液压平衡系统,通过闭环控制,完成整机的抗偏载工作。液压垫采用多套各自独立的控制系统,互不干扰,可根据加工工件的长度不同,任意选择不同的液压垫参与工作。压机配有辅机上下料装置,大大的减轻了工人的劳动强度,并提高了生产效率。
【推荐阅读】:

责任编辑:四柱液压机








 威力官方微信
威力官方微信